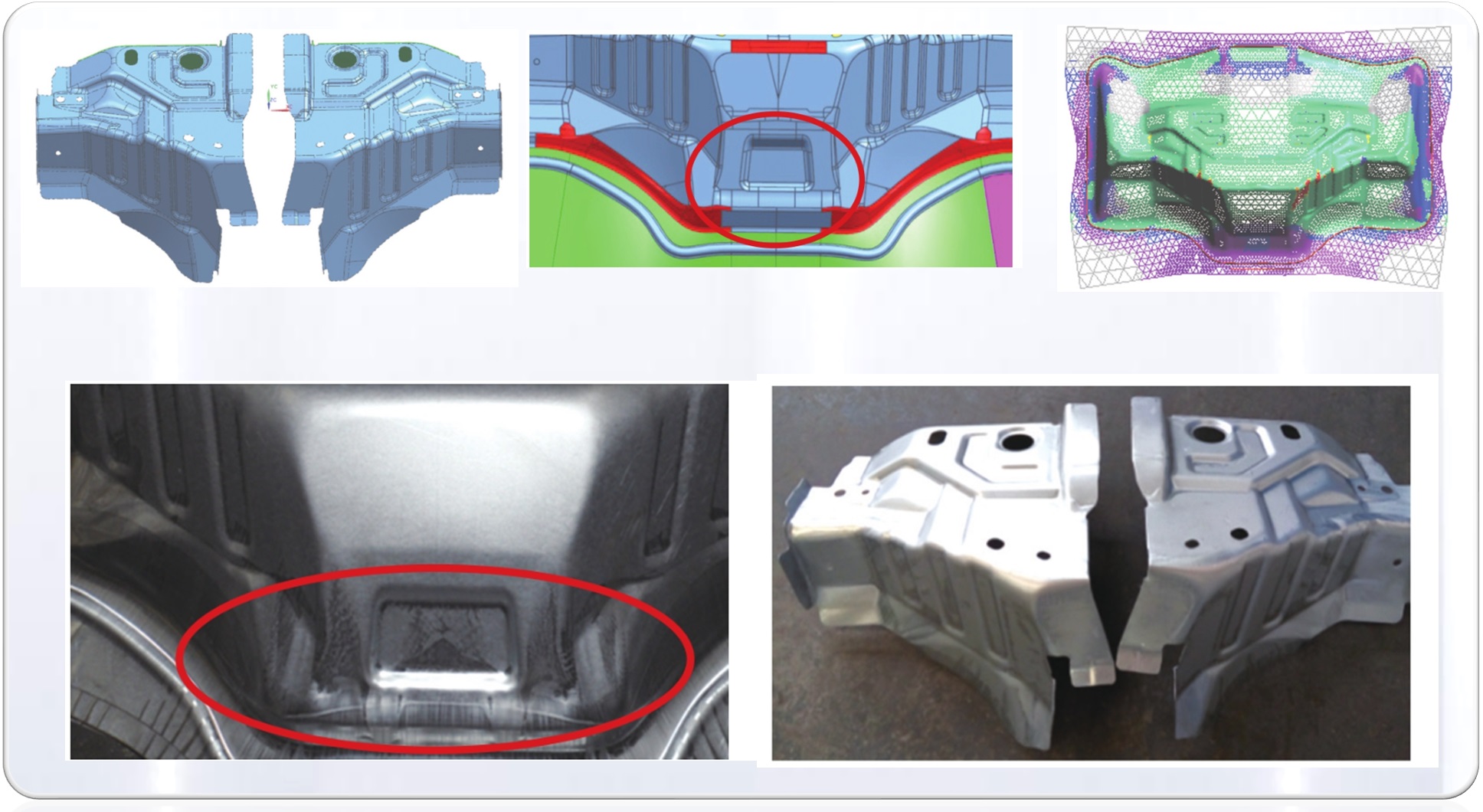
Cracking is one of the most common defects in the drawing process, which is manifested as cracks or cracks. If cracks or cracks occur in the product part, it will be regarded as an unqualified product. The reasons for cracking are roughly as follows:
(1) The product craftsmanship is not good, such as the R angle is too small, the profile changes drastically, the product depth is deep, and the material forming performance is poor.
(2) The process supplement and the design of the blank holder are unreasonable.
(3) The drawbead design is unreasonable, and the material flow cannot be well controlled.
(4) The blank holder force is too large.
(5) The surface roughness of the mold surface does not meet the requirements, and the frictional resistance is large.
(6) The machining accuracy of the mold is poor, the gap between the convex and concave mold is small, and the fluidity of the sheet is poor.
At present, it is mainly through improving the product craftsmanship, designing a reasonable blank shape, increasing the puncture knife, increasing the R angle, rationally designing the process supplement and the binder surface, adjusting the resistance of the draw bead and the blank holder force and the mirror surface treatment of the die surface, etc. to solve the problem of drawing cracking.